
服務(wù)熱線
13702918602


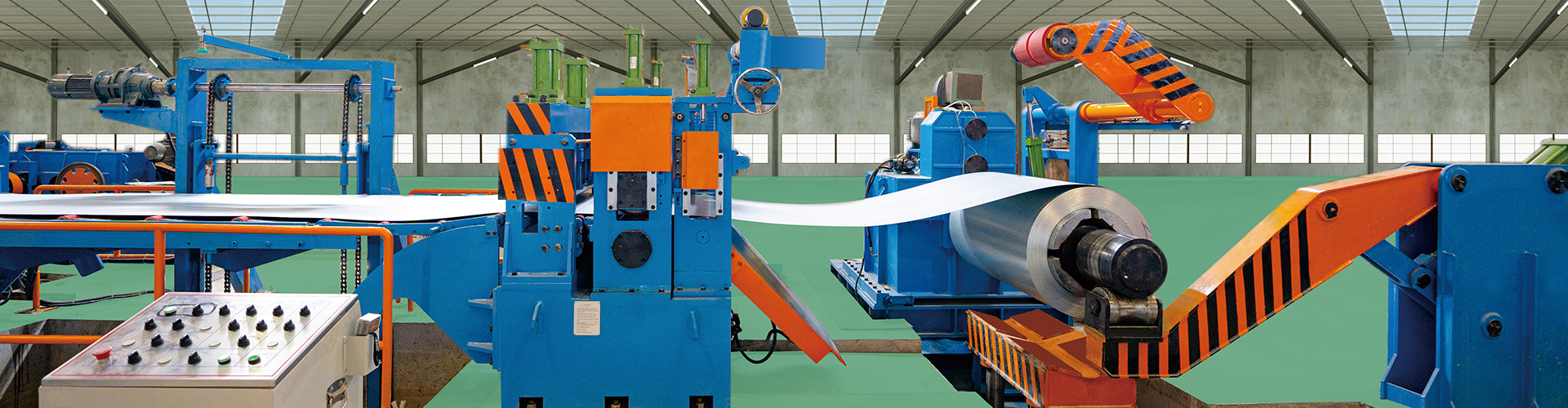










開(kāi)平厚度不一樣配置不一樣以ECL-25×2300數(shù)控開(kāi)卷校平剪切生產(chǎn)線為例
板卷存放→上卷小車(chē)→開(kāi)卷→引頭→精校→過(guò)渡→對(duì)中 →切邊→過(guò)渡→導(dǎo)向→粗矯→測(cè)量→尾板夾送→定尺停剪→輸送輥道→拋料機(jī)→落料裝置是集機(jī)、電、液一體化的產(chǎn)品。整個(gè)生產(chǎn)線可實(shí)現(xiàn)全自動(dòng)化運(yùn)行,2-3人操作。
如果原材弧度和整平前相反,說(shuō)明整平壓力過(guò)大,四個(gè)整平調(diào)節(jié)手柄向下旋轉(zhuǎn)過(guò)多,需要適當(dāng)向上旋起,如果弧度只是變大,說(shuō)明整平壓力過(guò)小,四個(gè)整平調(diào)節(jié)手柄要繼續(xù)向下旋轉(zhuǎn),如此反復(fù)調(diào)整,直到原材料達(dá)整平度要求, 整平方法相比,該機(jī)控制系統(tǒng)具有存儲(chǔ)、調(diào)用、編輯工藝及設(shè)備參數(shù)功能并具有誤操作識(shí)別預(yù)警功能。使用時(shí),在操作臺(tái)上,可以根據(jù)板厚、板寬等參數(shù)或數(shù)據(jù)庫(kù)已有參數(shù)設(shè)定進(jìn)、出口壓下量,實(shí)現(xiàn)工作輥出、入間隙等的電動(dòng)調(diào)整,并可手工調(diào)整和修正。先把整平機(jī)的四個(gè)整平調(diào)節(jié)手柄向上旋出至原料能進(jìn)入即可,然后拿一片片料或剪一米長(zhǎng)左右的原材料上入式進(jìn)入整平機(jī),再將四個(gè)整平調(diào)節(jié)手柄一致向下旋緊,一邊拉動(dòng)原材料,直到原材料比較難拉動(dòng)為止。
整平方法相比,該機(jī)控制系統(tǒng)具有存儲(chǔ)、調(diào)用、編輯工藝及設(shè)備參數(shù)功能并具有誤操作識(shí)別預(yù)警功能。使用時(shí),在操作臺(tái)上,可以根據(jù)板厚、板寬等參數(shù)或數(shù)據(jù)庫(kù)已有參數(shù)設(shè)定進(jìn)、出口壓下量,實(shí)現(xiàn)工作輥出、入間隙等的電動(dòng)調(diào)整,并可手工調(diào)整和修正。先把整平機(jī)的四個(gè)整平調(diào)節(jié)手柄向上旋出至原料能進(jìn)入即可,然后拿一片片料或剪一米長(zhǎng)左右的原材料上入式進(jìn)入整平機(jī),再將四個(gè)整平調(diào)節(jié)手柄一致向下旋緊,一邊拉動(dòng)原材料,直到原材料比較難拉動(dòng)為止。
掃一掃手機(jī)網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com