





波紋邊緣和中波主要出現在寬而薄的皮帶材料上。在材料冷軋過程中,由于軋機的變形,計算機絎縫機會使皮帶材料的某些部門厚度不均勻。因此,較薄的部門會比較厚的部門稍長一些,從而在較長的部門產生波紋。
為了消除這些拉伸張力的質量猜測,平整過程是的。輥子平整的基本來源是有選擇性地拉伸帶材的某些部分,拉伸力高于材料的屈服點,使帶材的纖維長度基本均勻。
這是在一個非常小的半徑范圍內進行的一系列上下彎曲。在這種環境下,短的纖維有一個較長的活動旅行,上下彎曲范圍慢慢減少,以迫使彎曲形成的曲率進入僵硬。當所有的纖維長度基本上是一致的時候,盤子就會變得平整和平整。






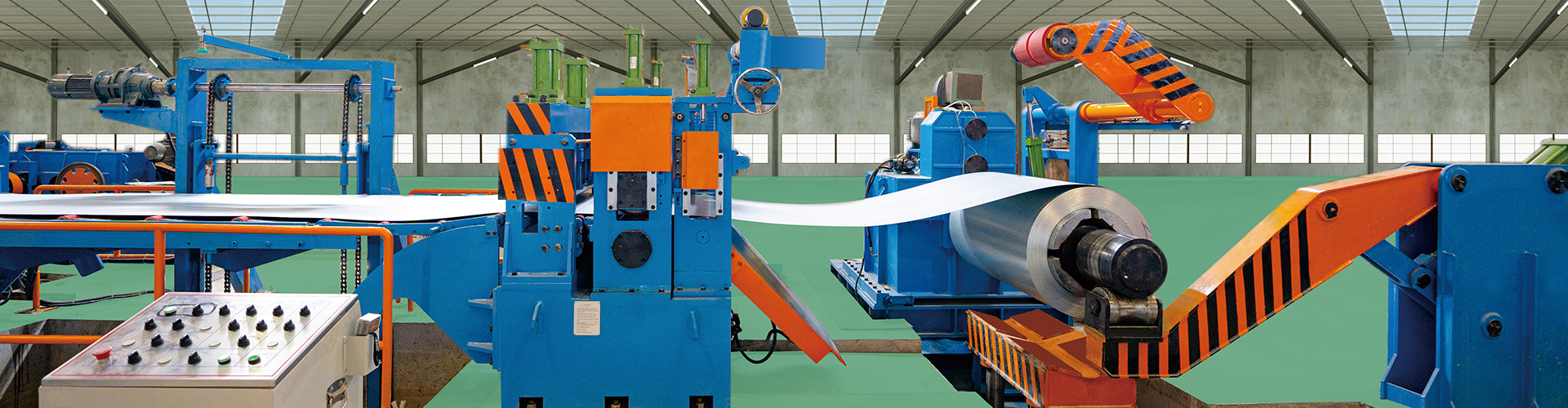
平整機是修正卷材或板材缺陷的硬件。像冷軋帶一樣,通常存在卷曲痕跡、橫向弓起、扭曲和翹曲等缺陷。卷曲痕跡和橫向弓形圖案是皮帶卷曲時形成的缺陷。
這樣會使卷材的內部外觀相對于外觀孕育而產生縱向拉伸。這種縱向拉伸會導致橫向收縮,而孕育則會產生橫向弓。寬帶材料的缺陷是波紋邊、卷材斷裂和中波。
平整機主要用于矯正各種規格板材和切割成塊的板材。 整平機是一種用于平整地表或地面的工具或機械設備。使用整平機的具體方法可能因不同的整平機型號而有所不同,但一般的使用步驟如下:準備工作:確保整平機和工作區域安全,檢查機器是否正常運行并具備所需的工作部件和燃料/電源。調整高度和深度:根據需要,調整整平機的刀具或整平板的高度和深度,以便適應所要平整的地面或地表。啟動機器:按照制造商的說明書或操作指南,啟動整平機。確保遵循所有安全要求。開始平整:將整平機沿著需要平整的地表或地面移動。根據工作需求,可以選擇直線或曲線運動等不同的移動方式。
整平機是一種用于平整地表或地面的工具或機械設備。使用整平機的具體方法可能因不同的整平機型號而有所不同,但一般的使用步驟如下:準備工作:確保整平機和工作區域安全,檢查機器是否正常運行并具備所需的工作部件和燃料/電源。調整高度和深度:根據需要,調整整平機的刀具或整平板的高度和深度,以便適應所要平整的地面或地表。啟動機器:按照制造商的說明書或操作指南,啟動整平機。確保遵循所有安全要求。開始平整:將整平機沿著需要平整的地表或地面移動。根據工作需求,可以選擇直線或曲線運動等不同的移動方式。
掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com